

cNC Växling
- Hög precision kulskruv
- Hög precision rulllinjärguide
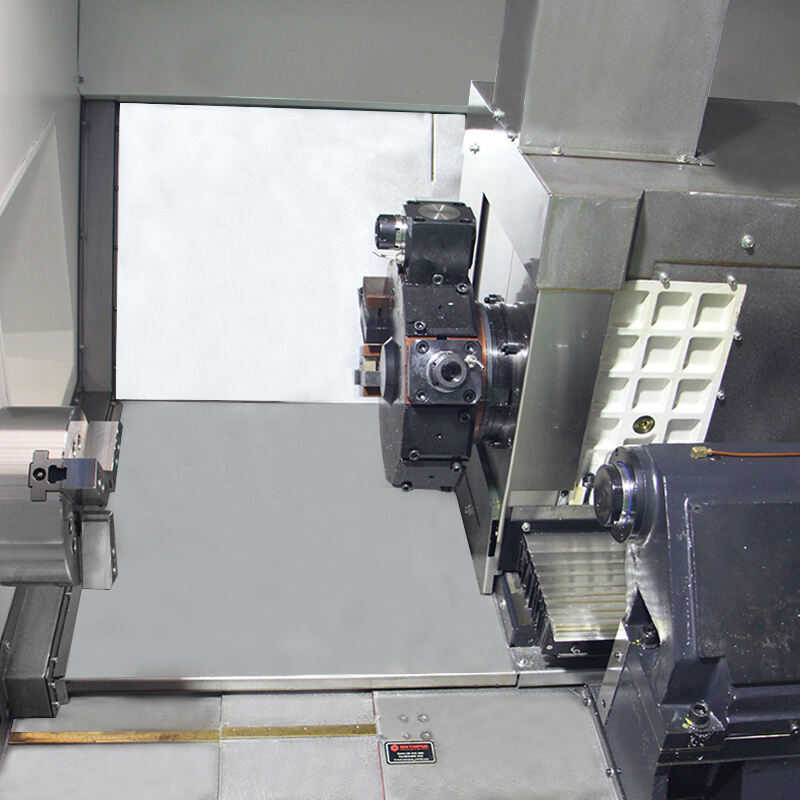
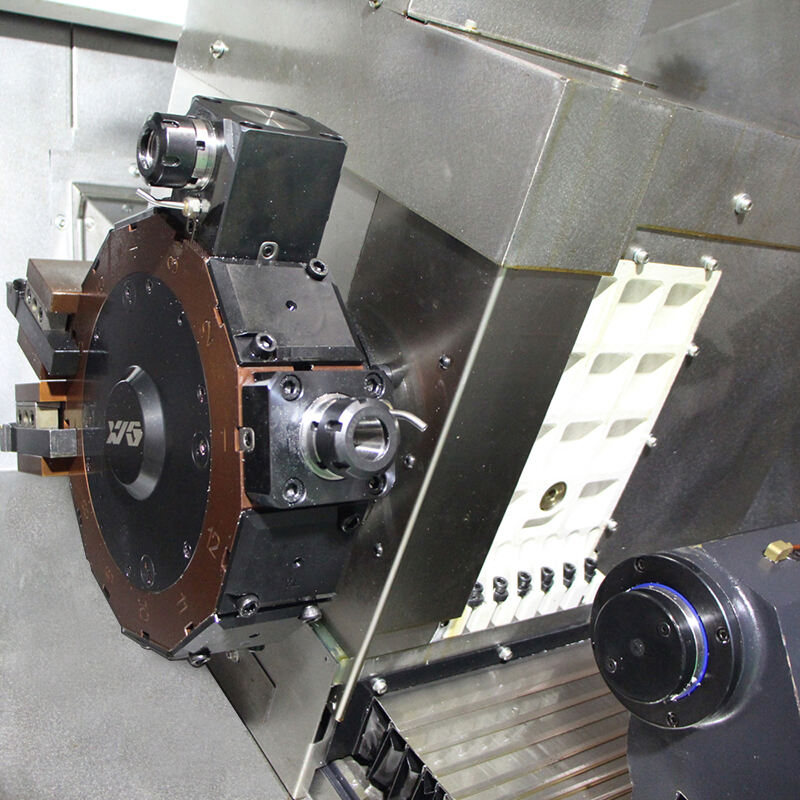
- 12-stationsvälsare med motor
- Magnetisk ringkodare
- Hydraulisk programmerbar svansstock
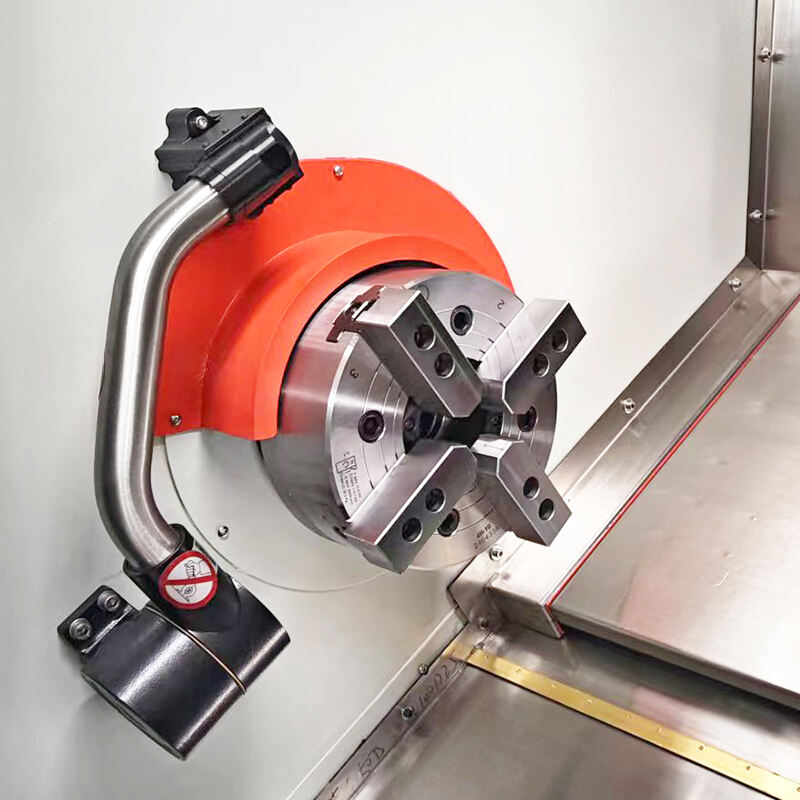
- A2-6/A2-8 tungspindel
Introduktion
De huvudsakliga egenskaperna hos CNC-skrivning
1. Säng
Denna maskin använder en integrerad lutande sängstruktur med en lutningsvinkel på 30 grader. Den är tillverkad av HT300 högkraftigt gusjärn via resinsandformgjutningsprocessen. Genom den optimerade nätformatiga förstärkningsribb-layouten och det importerade precisionsrullningsguidesystemet från Tyskland uppnås låg-friktions- och hög-styvnadsdriftsegenskaper. Denna struktur har utmärkta vibrationsskyddande och deformeringssupprimerande förmågor, garanterar effektivt stabilitet i bearbetningsnoggrannheten och stöder höghastighetsfunktionen, vilket betydligt förbättrar den övergripande bearbetningseffektiviteten för utrustningen.
2. Tvåaxlig foder
Rörelsen längs Z-axeln utförs av sadelmonteringarna som förflyttas längs styrkissens vägledningsrail, medan X-axelsrörelse realiseras genom skivmonteringens drivning av verktygssystemet. Den dubbelaxiala kraftöverföringen använder den japanska THK-noggranna bollskruten, som är direkt ansluten till Yaskawa servomotorn via en elastisk kuppling. Denna överföringslösning har mikronnivås noggrannhet i positionering, eliminerar effektivt motståndsrörning och säkerställer att banreproducering når ±0,003 mm standard.
3. Sadel och skivbräde
Sadelkomponenterna tillverkas med hjälp av en integralgjutningsprocess, och materialet är HT300 gjutjärn som stämmer överens med basen för att säkerställa termisk stabilitet. Skiv enheten är utrustad med ett schweiziskt Schneider rullar ledningssystem. Dess X-axeldrivning integrerar en högprecisionsskruv-mekanism med förhandsbelastning. Kraftöverföringslänken använder en koppelapparat utan spel, vilket kombineras med ett fullständigt stängt återkopplingssystem för att uppnå precist kontroll av verktygsbanan. Det särskilt utformade spetsjusteringsmekanismen kan kompensera för den mekaniska luften som orsakas av långtidsanvändning och bibehålla maskinens långsiktiga noggrannhet.
De huvudsakliga områdena inom CNC-skrivning :
Bilfordonskomponentstillverkning: Lämplig för produktion av högnoggranna bilfordonskomponenter som axlar, hubbar, växlar, motortrånkar, etc.
Rymdindustrin: Idealiskt för tillverkning av kritiska rymdkomponenter som kräver stramma toleranser och högkvalitativa ytvillkor.
Tung maskinbyggnad: Lämplig för bearbetning av stora komponenter som används i byggutrustning och industriella maskiner.
Olja och gas industri: Används för att producera delar som ventilering, anslutningar och bores utrustning för olje- och gasindustrin.
Allmän metallbearbetning: Ger lösningar för vevoperationer inom allmän tillverkning, såsom produktion av maskindelar, verktyg och andra precisionskomponenter.
Verktyg och formverksbyggnad: Idealiskt för bearbetning av verktyg och former för produktion av moulerade delar.
Energi sektor: Viktig för produktionen av delar som används i kraftgenerering och förnybar energiutrustning.
| Tekniska specifikationer | enhet | TCK52DY | |
| Bearbetningsområde | Största rotationsdiameter på bottenplaten | mm | φ650 |
| Största rotationsdiameter på sadeln | mm | φ400 | |
| Maximal bearbetningsdiameter | mm | φ470 | |
| Centrumavstånd | mm | 600/800/1000 | |
| SPINDEL | Spindelhuvudtyp | mm | A2-6 |
| Spindel genom håldemeter | mm | 66/79 | |
| Stångdiameter < | mm | 50/65 | |
| Maximal spindelhastighet | r/min | 4200 | |
| Huvudmotor nominell utgång | KW | 11-15 | |
| Montering | Hydraulisk chuck | tum | 8/10 |
| SLUTSTYCK | Sköldsväv | / | MT5 |
| Förflyttningsformulär för stock | / | Skivningsdrift | |
| Ärm diameter | mm | 80 | |
| Svängning av svängstock | mm | 490/740/990 | |
| Form för vägledning för släpstock | / | Hårdspår | |
| Sattel | Tiltvinkel | Grad | 30 |
| Rörelseavstånd X | mm | 260 | |
| Rörelseavstånd Z | mm | 610/830/1070 | |
| Y-axel maximal rese | mm | ±50 quad rail | |
| Hög rörelsehastighet X/Z | m/min | 24/24 | |
| Servomotor X/Z/Y | KW | 2.5/2.5/1.4 | |
| tORRET | Tornradie | mm | Skärar diameter 380 |
| Tid mellan verktygsbyten | S | 0.5 | |
| Antal verktygspositioner | / | 12 stationer | |
| Typ av torn | Servohydraulik | BMT55-12 stationer med motor | |
| Kraftskruvans kraft | KW | 2.7 | |
| Motoraxel hastighet | rpm | 4000 | |
| Fjäderfångmodell | / | ER32 | |
| Verktygsstorlek | mm | 25×25 | |
| Centrumavstånd | Dimensioner | Vikt (ca.) | |
| 600 | 3350X2000X2300mm | 4 000 kg | |
| 800 | 3600X2000X2300mm | 4300kg | |
| 1000 | 3600X2000X2300mm | 4700kg | |
Vanliga frågor
Q:Vem är vi?
A:Vi är innovationsledare inom området för CNC-utrustning. Vi är en tillverkare som specialiserar sig på produktion av medium- och storskaliga högeffektiva varvcentrum, CNC snedbäddade torn, CNC plattor, bearbetningscenter och vertikala torn. Vi bjöder varmt välkomna globala strategiska partner att diskutera branschtrender tillsammans.
Q:Hur kan jag välja den mest lämpliga maskinen?
A:Berätta gärna dina specifikationer och vi kan välja det bästa modellen för dig, eller så väljer du den exakta modellen.
Q:Har ni en fysisk fabrik?
A: Ja, vi är en CNC-skruvarskonstruktör i staden Tengzhou, Shandong-provinsen. Vi har ett professionellt tekniskt team, försäljningsteam och efterförsäljningsteam.
Q: Vilka tjänster kan vi erbjuda?
A: Godkända leveransvillkor: FOB, CFR, CIF, EXW; Godkända betalningsvalutor: USD, RMB; Godkända betalningstyper: T/T, L/C, Western Union; Använda språk: Engelska, Kinesiska
Q: Hur ser vi till att kvaliteten upprätthålls?
A: Provproduktion genomförs alltid innan massproduktion; slutkontroll utförs alltid innan leverans;
Q: Varför ska du köpa från oss istället för andra leverantörer?
A: Vi har specialiserat oss på att tillverka dessa produkter i 20 år och har erhållit ISO 9001-certifiering, CE-certifiering och EAC-certifiering.
Q: Kan ni anpassa maskinen?
A: Ja, vi integrerar design och utveckling, med erfarna ingenjörer och monteringstekniker.
Q: Får jag besöka er fabrik?
A:Okej, du är mycket välkommen.